Capabilities
Our capabilities are unique in Europe. Our machines, equipment and knowhow allows us
to create vessel heads and other 3D formed parts of better quality, and of a bigger size, than any other.
Our Capabilities
With our unique facilities and software technology for 3D shaping, we offer our customers almost every type of head with no limit in diameters. In addition, we enable the highest possible accuracy and quality.
We produce vessel heads through various high-tech forming processes. 100% made in The Netherlands.

Ask our experts
How do we ensure your project is a success?
Contact us now
PLATE CUTTING
Plasma or autogenous. Autogenous or Oxy-fuel cutting is the oldest process and used for the cutting of mild steel. Plasma cutting is a process that cuts through electrical conductive materials by means of an accelerated jet of hot plasma. The inherent difference between flame cutting (oxy-fuel) and melt cutting (plasma) makes it possible to cut stainless steel and aluminum with plasma cutting, while oxy-fuel cutting cannot be used on these materials. Our autogenous cutting machine can go up to 140 mm thick carbon steel with a maximum dimension of 24 x 5,5 meters. The plasma cutting machine can go up to 90 mm thick stainless steel wit a maximum dimension of 30 x 6,5 meter.
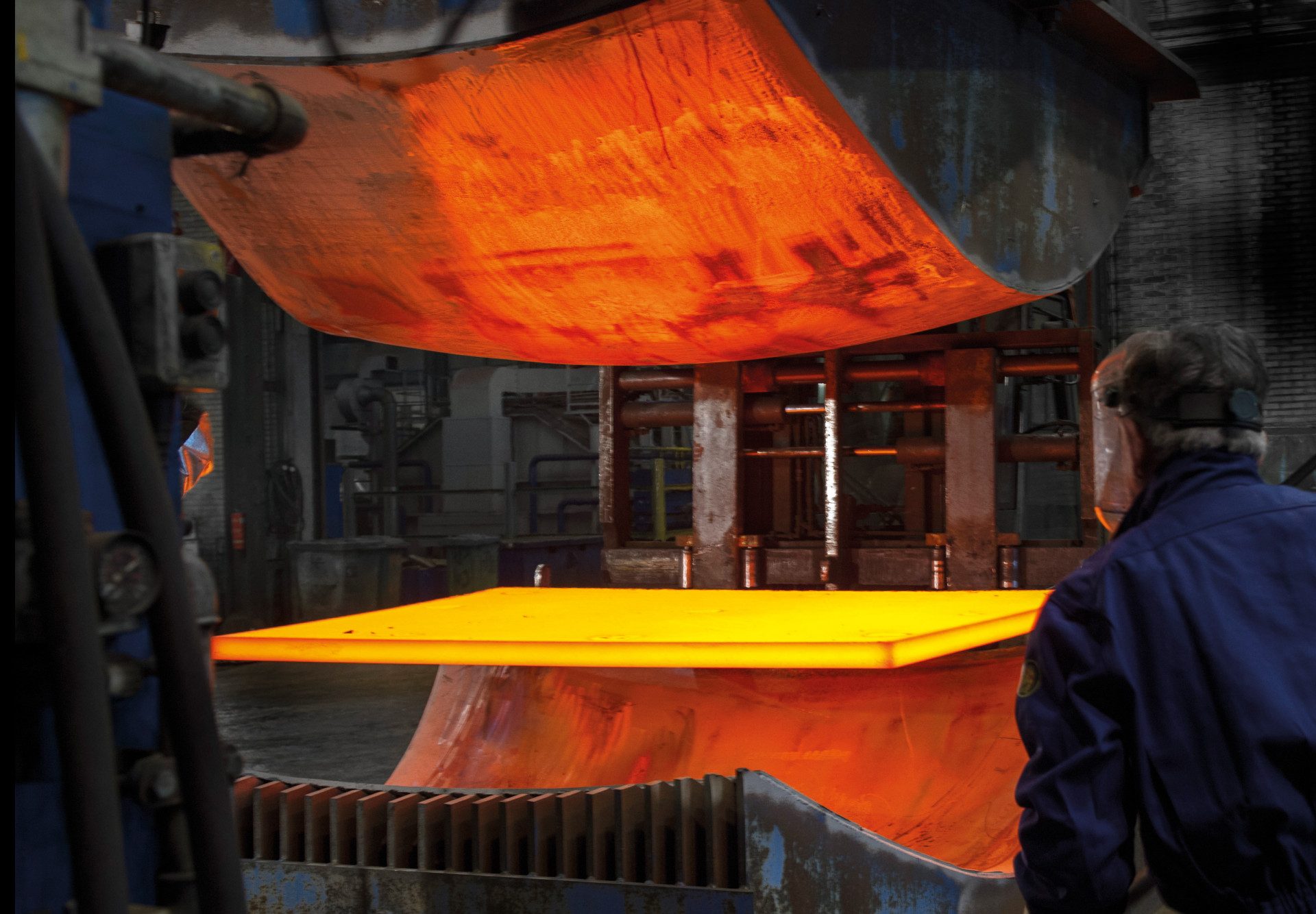
HOT FORMING/PRESSING
Hot forming is a process of sheet metal forming that is also known as hot stamping or press hardening. All forming processes run above the recrystallization temperature of the metal used. During the hot forming of the sheet metal, the material recovers and softens. This enables high equivalent strain despite low forming forces. With our furnaces, pressing machines and in-house made tooling we are able to press vessel heads and other 3D formed segments.

COLD FORMING/PRESSING
Cold forming is a process carried out at room temperature. Metal is forced beyond its yield (elastic) limit and retains its altered shape after forming. The metal is not forced beyond its tensile strength. The cold forming process allows us forming metal discs with or without weld seams up to 10.000 mm.

SPINNING
The method for producing the dished heads is either via a spinning process or pressing and flanging process (or a combination of the two) the steel disc is spun on a hydraulic lathe which is then pressed to a tool. The tool can be set to have both the knuckle and spherical radius.

HEAT TREATMENT
Heat treatment is the process of heating metal without letting it reach its molten, or melting, stage, and then cooling the metal in a controlled way to select desired mechanical properties.
There are five basic heat-treating processes: hardening, tempering, annealing, normalizing, and case hardening. Although each of these processes brings about different results in metal, all of them involve three basic steps: heating, soaking (hold time) and cooling. Heat treatment can be done by our gas furnace or electric furnace up to ø7.400 mm

WELD EDGE PREPARATION
Edge preparation consists of removing material along edges of metal surfaces. You must prepare edges for welding when parts and assemblies require certain strength. To achieve full welding penetration, you must cut the edges of the metal.
This is done by flame cutting, grinding or machining.
Size and shape of edge preparation or groove depends on what material is used and joint design.

WELDING
Antonius has welding qualifications for various processes and materials. All welding processes covered by a WPS, WPQ and PQR according to all relevant design codes:
- SMAW
- SAW
- GTAW
- GMAW
- PAW
- ESW
- FCAW

SURFACE TREATMENTS
Several surface treatments are possible that alter the surface of a manufactured item to achieve a certain property. We can offer pickling, polishing and sandblasting. Pickling is a metal surface treatment used to remove impurities, such as stains, inorganic contaminants, and rust or scale from ferrous metals, copper, precious metals and aluminum alloys. The process of polishing involves using an abrasive belt on the surface to change the finish of the metal. Abrasive blasting, more commonly known as sandblasting, is the operation of forcibly propelling a stream of abrasive material against a surface under high pressure to smooth a rough surface, roughen a smooth surface, shape a surface or remove surface contaminants.
Visiting address
S. Houbenweg 1
6051 AL Maasbracht
Navigate to our location
Call
+31(0)475 439 000
Send us an e-mail
sales@antonius.nl
© 2024 Antonius. All rights reserved. Website door Merkelijkheid